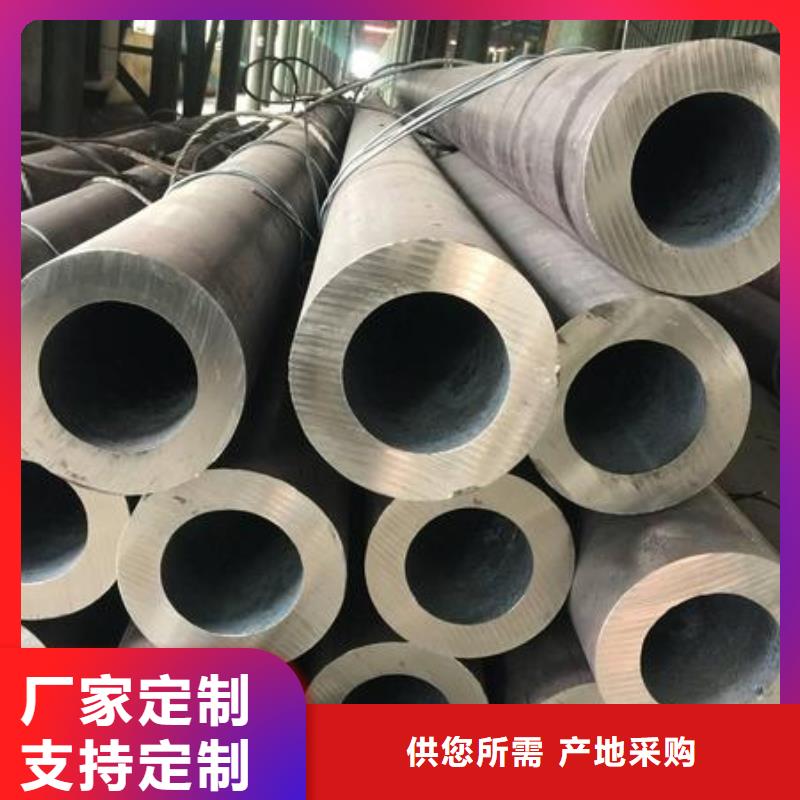



1、厚壁无缝钢管的概念:
厚壁无缝钢管是钢锭、钢坯或厚壁无缝钢管通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。
厚壁无缝钢管是 建设和实现四化必不可少的重要物资,应用广泛、品种繁多,根据断面形状的不同、厚壁无缝钢管一般分为型材、板材、管材和金属制品四大类、为了便于组织厚壁无缝钢管的生产、订货供应和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、厚壁无缝钢管冷弯型钢,优质型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝钢管厚壁无缝钢管、焊接钢管、金属制品等品种。
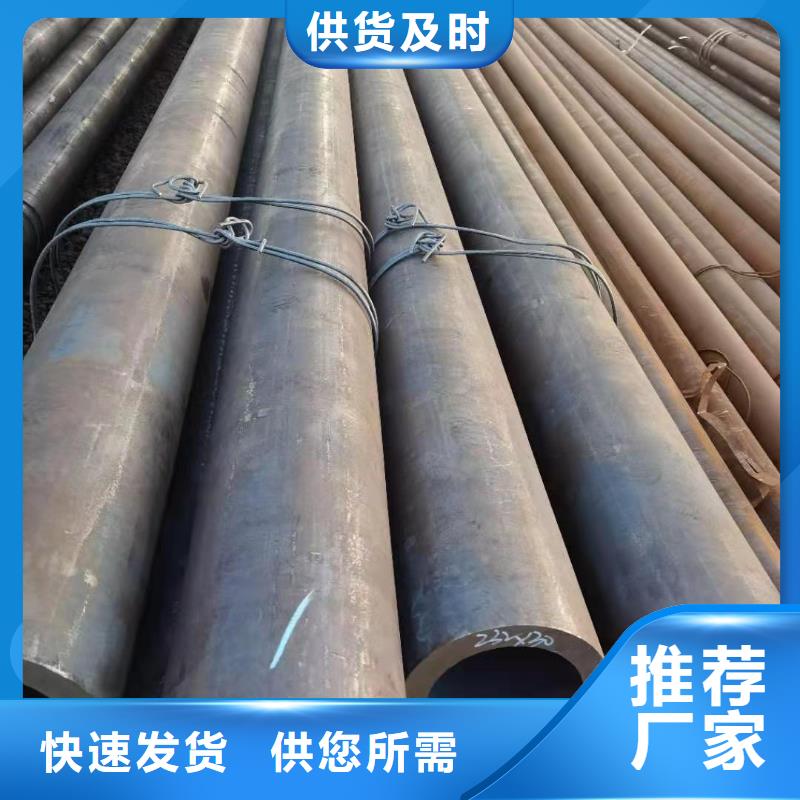
2、厚壁无缝钢管的生产方法
大部分厚壁无缝钢管加工都是厚壁无缝钢管通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。根据厚壁无缝钢管加工温度不厚壁无缝钢管同以分冷加工和热加工两种。厚壁无缝钢管的主要加工方法有:
轧制:将厚壁无缝钢管金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产厚壁无缝钢管*常用的生产方式,主要用来生产厚壁无缝钢管型材、板材、管材。分冷轧、热轧。
锻造厚壁无缝钢管:利用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和尺寸的一种压力加工方法。一般分为自由锻和模锻,常用作生产大型材、开坯等截面尺厚壁无缝钢管寸较大的材料。
拉拨厚壁无缝钢管:是将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。
挤压:是厚壁无缝钢管将金属放在密闭的挤压简内,一端施加压力,使金属从规定的模孔中挤出而得到有同形状和尺寸的成品的加工方法,多用于生产有色金属材厚壁无缝钢管。



z u i近几年随着效益的增长,公司规模日益增大, 江苏徐州冷拔异型管产品成功销往天津、辽宁、江苏、上海、浙江、福建、河南、山东、陕西、山西、广东、广西等全国30多个省市,金海金属材料有限公司愿以优良的产品,优质的服务,让您用优惠的价格、快捷的方式买到放心的产品,与国内外新老客户共创辉煌!


厚壁无缝钢管成型加工工艺,即20#厚壁钢管发电机组成型及口模一部分板孔设计方案和调节方式均会立即危害电焊焊接品质的好坏。传统式的成型加工工艺为辊式成型加工工艺,有人下单半经,双半经;W反弯法成型板孔管理体系,再加二辊、三辊、四辊或五辊挤压成型辊,二辊或四辊口模来确保成型品质。此类传统式辊式成型加工工艺,大多数用以直徑低于φ114mm的20#厚壁钢管发电机组。英国的排辊成型加工工艺、奥钢联的CTA成型技术性,日本国中田的FF或FFX软性成型技术性等,对成型后的焊缝样子和优良的工艺性能都是有不错的确保,适用规格型号范畴更广的20#厚壁钢管发电机组。各种各样成型生产工艺,有不一样优点和缺点,合适不一样的标准,依据商品考试大纲、商品主要用途应在机器设备型号选择时深思熟虑、以挑选不一样的成型生产工艺。
以便降低弹性变形,针对厚壁无缝钢管发电机组生产加工形变道次都比一般20#厚壁钢管道次相对2~3道次。在形变分配上,应降低原始时形变视角,确保平稳的咬入,正中间弯型视角适度增加,后侧形变适度降低,形变道次不仅是降低形变力,还可使热轧带钢有释放出来表层地应力的机遇,让表层地应力的系数迟缓,能够防止出现裂痕。在调节全过程中,******应确保竖直轴线的各道次统一-,以管理中心做为基轴,找准定位规格及正中间套,在直线的部位上,应依照加工工艺分配,产生进山线(出山线)平平行线,不可以出現曲线图颤动。在沒有穿带前,就应当调节好各声卡机架的板孔样子,测量各道次规格,确保商品平稳进到各声卡机架。在调节时要平衡支承,不能在一个声卡机架上强制形变,确保提高角平稳匀称转变。



超声波探伤技术领域,特别是一种采用超声波探伤技术对大口径厚壁钢管纵向内壁缺陷检测的方法。
大口径厚壁无缝钢管是近年来随着超临界锅炉和超超临界锅炉的研发投产而大量使用的,如何保证厚壁管内表面质量,一直成为困扰钢管探伤、锅炉制造两大行业的一大难题。目前国内外对大口径厚壁钢管的超声波探伤主要采用两种方法,一是对内壁缺陷采用纯横波探伤,但样管上的人工内伤需加深,从而造成对内壁缺陷的检测要求降低;二是对内壁缺陷采用变型横波探伤,但由于采用变型横波探伤存在诸多技术问题,目前国内外还处在理论探讨和实践摸索过程中。
发明内容
本发明的目的是克服现有技术的上述不足而提供一种采用超声波变型横波探伤对大口径厚壁钢管纵向内壁缺陷检测的方法,尤其是对壁厚外径比大于0.2大口径厚壁钢管纵向内壁缺陷检测的方法。
本发明的技术方案是:一种超声波探伤大口径厚壁钢管纵向内壁缺陷的方法,它是利用有机玻璃楔块作测量介质,在样管上调整好超声波探伤仪的扫查灵敏度,然后再以扫查灵敏度对产品钢管进行扫查,扫查中未出现超过调试阈值信号的钢管为探伤合格,扫查中出现超过调试阈值信号的钢管为探伤不合格,其具体操作步骤如下:
A、将有机玻璃楔块放在样管上,再将超声波探伤仪的探头放在有机玻璃楔块上,然后打开超声波探伤仪,调整超声波探伤仪的探头发出的超声波声束的入射角a1,超声波声束的入射角a1为15o~25o。
B、旋转移动样管,探头在样管上扫查,当探头扫查到样管上的人工缺陷时,超声波探伤仪上显示样管上的人工缺陷波形。
C、微调超声波声束的入射角a1,使样管上的人工缺陷的波高达到******,然后调整超声波探伤仪的增益值,使样管上的人工缺陷的波高在超声波探伤仪示波器满屏的40%~60%之间,再移动波高在超声波探伤仪上的报警闸门,使样管上的人工缺陷的波形处于报警闸门中间,并使报警闸门高度和样管上的人工缺陷的波高相同,此时报警闸门高度就是探伤阈值,超声波探伤仪的增益值就是探伤灵敏度。然后提高探伤灵敏度,自动探伤提高2~3分贝,手动探伤提高6分贝,此时超声波探伤仪的增益值就是扫查灵敏度。
D、样管调试完成后,移走样管,将待检测的产品钢管移送至检测位置,以扫查灵敏度对产品钢管进行扫查,扫查中未出现超过调试阈值信号的钢管为探伤合格,扫查中出现超过调试阈值信号的钢管为探伤不合格。
