


想要更直观地了解锤式破碎机-移动制砂机工艺层层把关产品吗??产品视频,带你走进产品世界
以下是:锤式破碎机-移动制砂机工艺层层把关的图文介绍

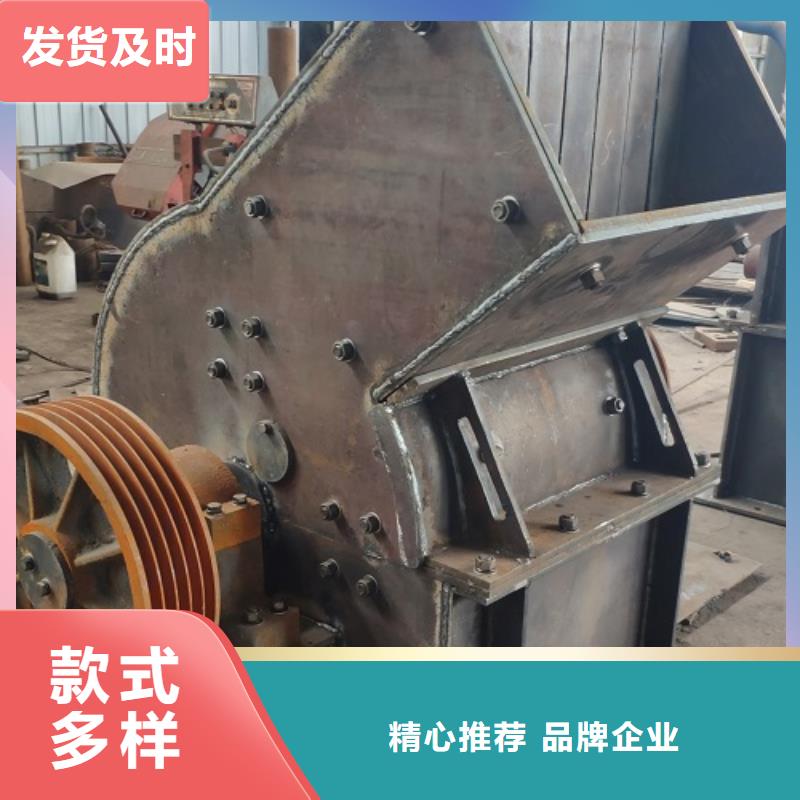
锤式破碎机主要是靠冲击能来完成破碎物料作业的。锤式破碎机工作时,电机带动转子作高速旋转,物料均匀的进入破碎机腔中,高速回转的锤头冲击、剪切撕裂物料致物料被破碎,同时,物料自身的重力作用使物料从高速旋转的锤头冲向架体内挡板、筛条,大于筛孔尺寸的物料阻留在筛板上继续受到 锤子的打击和研磨,直到破碎至所需出料粒度末了通过筛板排出机外。被破碎物料为煤、盐、白垩、石膏、砖瓦、石灰石等。还用于破碎纤维结构、弹性和韧性较强的碎木头、纸张或破碎石棉水泥的废料回收石棉纤维等等。此外,锤式破碎机不仅可用于破碎生产线,制砂生产线,也可在选矿生产线中替代圆锥式破碎机。


锤式破碎机通过适当的操作和完善的维护,可以维持长期的正常运行。只有这样才能操作锤式破碎机,并可以减少故障。当防护涂料脱落时,应及时采取维修措施。锤式破碎机表面的保护涂层不仅美观,而且更重要的是避免与空气直接接触。在存放或使用锤式破碎机之前,有必要检查锤式破碎机中是否存在保护性油漆剥落。如果有,应尽快采取维修措施。
在锤式破碎机的工作设备上涂黄油是防止生锈的基本方法。(原理是金属和水,空气接触)。需要涂黄油的主要成分是设备,轴承和设备钢制零件的比较。重要的其他部分。因此,用户应定期在这些零件上涂黄油,以免空气与原料直接接触而引起生锈。 尽管黄油很简单,但这是防止锤式破碎机生锈的一种非常有效的方法。
在锤式破碎机的工作设备上涂黄油是防止生锈的基本方法。(原理是金属和水,空气接触)。需要涂黄油的主要成分是设备,轴承和设备钢制零件的比较。重要的其他部分。因此,用户应定期在这些零件上涂黄油,以免空气与原料直接接触而引起生锈。 尽管黄油很简单,但这是防止锤式破碎机生锈的一种非常有效的方法。



锤式破碎机是冶金、建材、化工和水电等工业部门中细碎石灰石、煤或其他中等硬度以下脆性物料的主要设备之一,具有破碎比大、生产能力高、产品粒度均匀等特点。
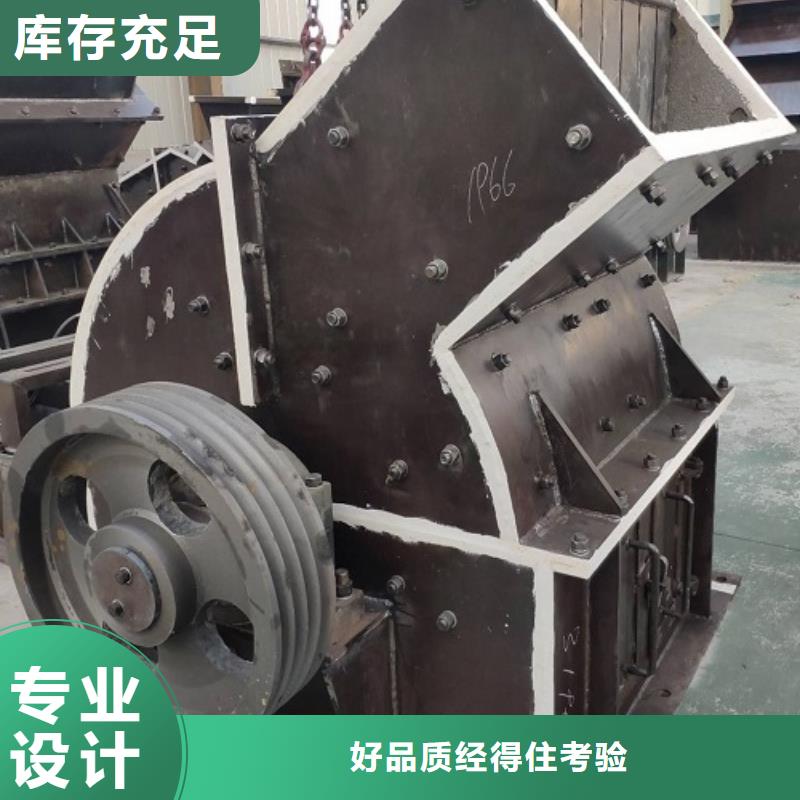
锤式破碎机经高速转动的锤体与物料碰撞破碎物料,它具有结构简单、破碎比大、生产效率高等特点,可作干、湿两种形式破碎。该破碎机具有功率消耗大、破碎效率低、备件消耗大等缺点。
锤式破碎机是破碎设备中的一种,也是目前行业内锤式破碎机系列中技术比较成熟的一种设备,采用生产技术,实现一次投料成型,具有、节能环保的特点。该破碎机采用冲击破碎原理,其打击件的磨损速度较快,从而限制了重锤破碎机所生产物料的种类,而只能破碎一些中硬度的物料。
锤式破碎机经高速转动的锤体与物料碰撞破碎物料,它具有结构简单、破碎比大、生产效率高等特点,可作干、湿两种形式破碎。该破碎机具有功率消耗大、破碎效率低、备件消耗大等缺点。
锤式破碎机是破碎设备中的一种,也是目前行业内锤式破碎机系列中技术比较成熟的一种设备,采用生产技术,实现一次投料成型,具有、节能环保的特点。该破碎机采用冲击破碎原理,其打击件的磨损速度较快,从而限制了重锤破碎机所生产物料的种类,而只能破碎一些中硬度的物料。



科泰机械设备有限公司交通十分便利,地理位置好,是一家集研究、开发、生产和销售 上海移动制砂机为主的科研型企业。 我公司主要生产 上海移动制砂机等高性能产品。科泰机械设备有限公司 上海移动制砂机产品品种齐全,质量可靠,供货及时,售后体系完善, 上海移动制砂机产品已销往我国三十多个省、市、自治区,并出口韩国、俄罗斯、日本、意大利等十几个地区,深受用户信赖。


轴承发热的具体原因如下:
一,组装不当
1.组装轴承时,轴承外圈和轴承座孔或轴承内圈和轴的配合不正确。
在组装过程中,不打磨内孔,并测量尺寸,然后更换新轴承进行组装。测试后,温度升高过高。当去除检测量时,发现轴承容纳孔已经变形,从而轴承的外圈部分被挤压,导致轴承的径向间隙小,并且滚动元件不均匀地旋转并且滚动轴承磨损加剧。轴承的内圈和轴太大,轴承的内圈随滚动元件和轴一起旋转,并且摩擦力导致轴承产生热量和振动。
2.组装过程中轴承加热温度控制不当。
如果轴承加热器的温度在加热过程中过高,则会导致回火,并且硬度和精度会降低,从而使轴承温度升高,从而加剧轴承的磨损和损坏。
3.组装过程中轴承间隙调整不当。
在实际工作中,许多安装有时只能通过手工调试,并且间隙太大或太小而无法满足生产需求。如果轴向间隙太小,则可能导致轴承发热,加速点蚀,甚至导致滚动体被卡住或胶粘。如果轴向间隙太大,动副的冲击力会增加,而刚性会降低,这将导致操作。异常,甚至导致剧烈振动或笼子损坏。
一,组装不当
1.组装轴承时,轴承外圈和轴承座孔或轴承内圈和轴的配合不正确。
在组装过程中,不打磨内孔,并测量尺寸,然后更换新轴承进行组装。测试后,温度升高过高。当去除检测量时,发现轴承容纳孔已经变形,从而轴承的外圈部分被挤压,导致轴承的径向间隙小,并且滚动元件不均匀地旋转并且滚动轴承磨损加剧。轴承的内圈和轴太大,轴承的内圈随滚动元件和轴一起旋转,并且摩擦力导致轴承产生热量和振动。
2.组装过程中轴承加热温度控制不当。
如果轴承加热器的温度在加热过程中过高,则会导致回火,并且硬度和精度会降低,从而使轴承温度升高,从而加剧轴承的磨损和损坏。
3.组装过程中轴承间隙调整不当。
在实际工作中,许多安装有时只能通过手工调试,并且间隙太大或太小而无法满足生产需求。如果轴向间隙太小,则可能导致轴承发热,加速点蚀,甚至导致滚动体被卡住或胶粘。如果轴向间隙太大,动副的冲击力会增加,而刚性会降低,这将导致操作。异常,甚至导致剧烈振动或笼子损坏。

